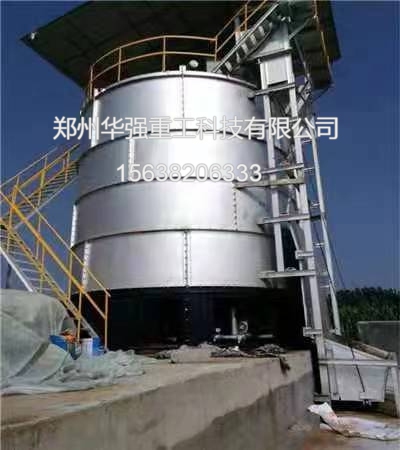
有机肥发酵罐的适用范围核心聚焦于环保红线紧、场地空间狭、发酵周期急的现代集约化农业生产场景,它是替代传统露天堆肥、解决“气味扰民、占地巨大、受天气制约”等顽疾的高端智能化设备。该设备**典型的应用主体是规模化家禽与生猪养殖场,特别是位于禁养区、水源保护区或村庄周边的养殖企业,这些场所产生的鸡粪、猪粪含水率极高(70%-80%)、氨气浓度大,若采用传统的槽式或条垛式发酵,不仅需要数千平米的堆置场地,且臭气熏天极易引发环保投诉。有机肥发酵罐通过全密闭的罐体结构,结合高温好氧发酵技术,能在72小时内快速杀灭病原菌、蛔虫卵及杂草种子,并将高湿粪便转化为含水率30%以下的半干成品,整个过程无臭气外溢,仅需几十平米的硬化地面即可安装运行,符合了环评验收的严苛要求。
除了畜禽养殖,该设备在市政污泥、餐厨垃圾及中药渣等有机废弃物的无害化处理中也表现卓越。对于污水处理厂产生的脱水污泥,其粘性大、易结块,传统翻抛设备难以处理,而发酵罐配备的液压驱动搅拌齿能强力破碎团块,配合智能温控系统,确保物料在55-70℃的高温环境下充分腐熟,实现重金属钝化与病原体灭活。对于餐厨垃圾处理企业,发酵罐能有效隔绝异味扩散,防止蚊蝇滋生,满足城市中心区域处置设施的环保标准。在应用规模上,从小型养殖场日处理1-2吨的移动式小型罐,到大型有机肥厂日处理50吨以上的连体发酵罐群,均能实现自动化运行,不受严寒酷暑等恶劣天气影响,真正做到全年不间断生产。
然而,有机肥发酵罐的适用范围也存在明确的成本边界。相较于简易翻堆设备,其设备采购成本与运行电耗显著偏高,且需定期补充专用菌种与维护液压系统,因此不适合利润空间极低的普通大田有机肥生产。此外,对于含水率超过85%的液态粪污,必须先经过固液分离或添加大量辅料(如锯末、秸秆)调节,否则会造成罐内物料流动性差、通气不畅,影响发酵效果。综上所述,当您的生产面临环保严查、场地受限、急需快速腐熟变现这三大压力,且愿意通过提升设备投入来换取环境合规与产品附加值时,有机肥发酵罐无疑是当前**进的有机废弃物资源化闭环解决方案。
 156-3820-6333
156-3820-6333